
13940418787

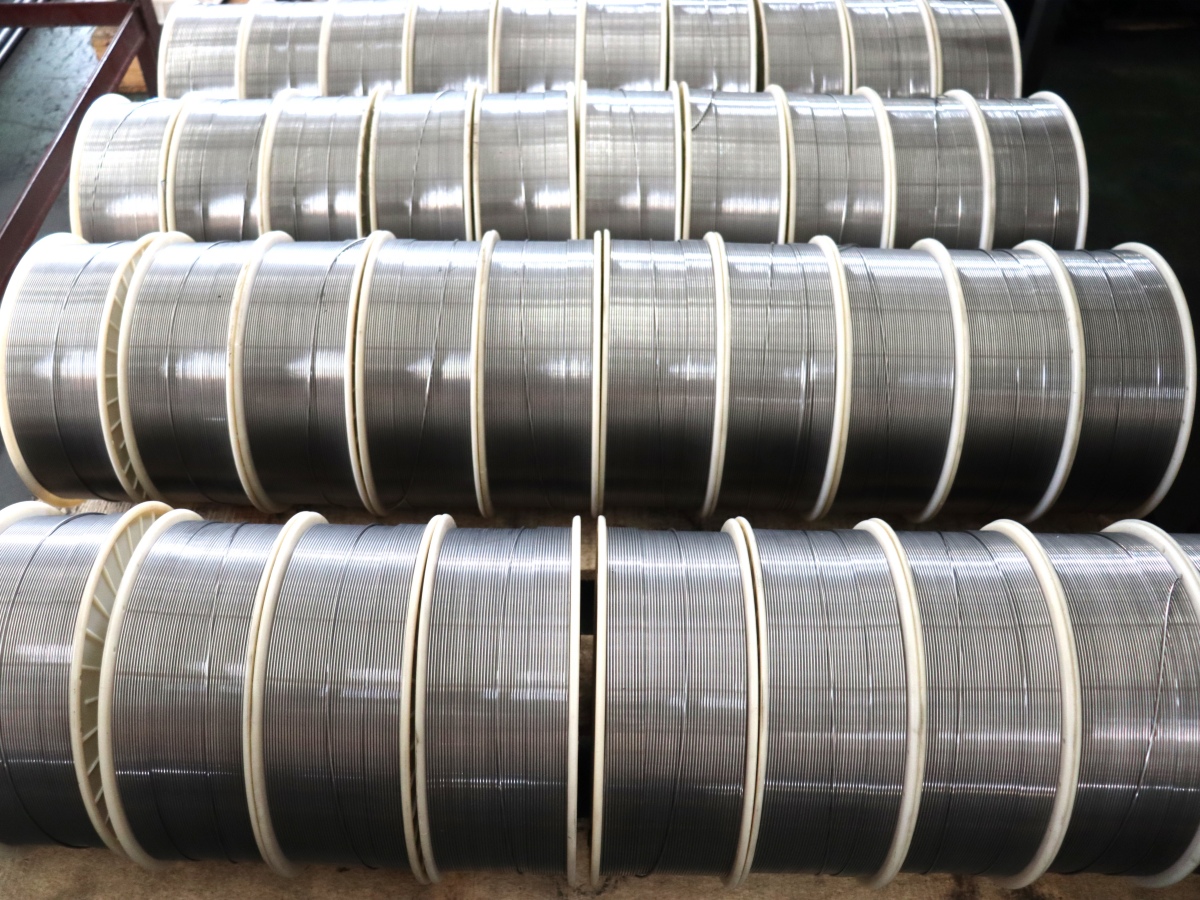

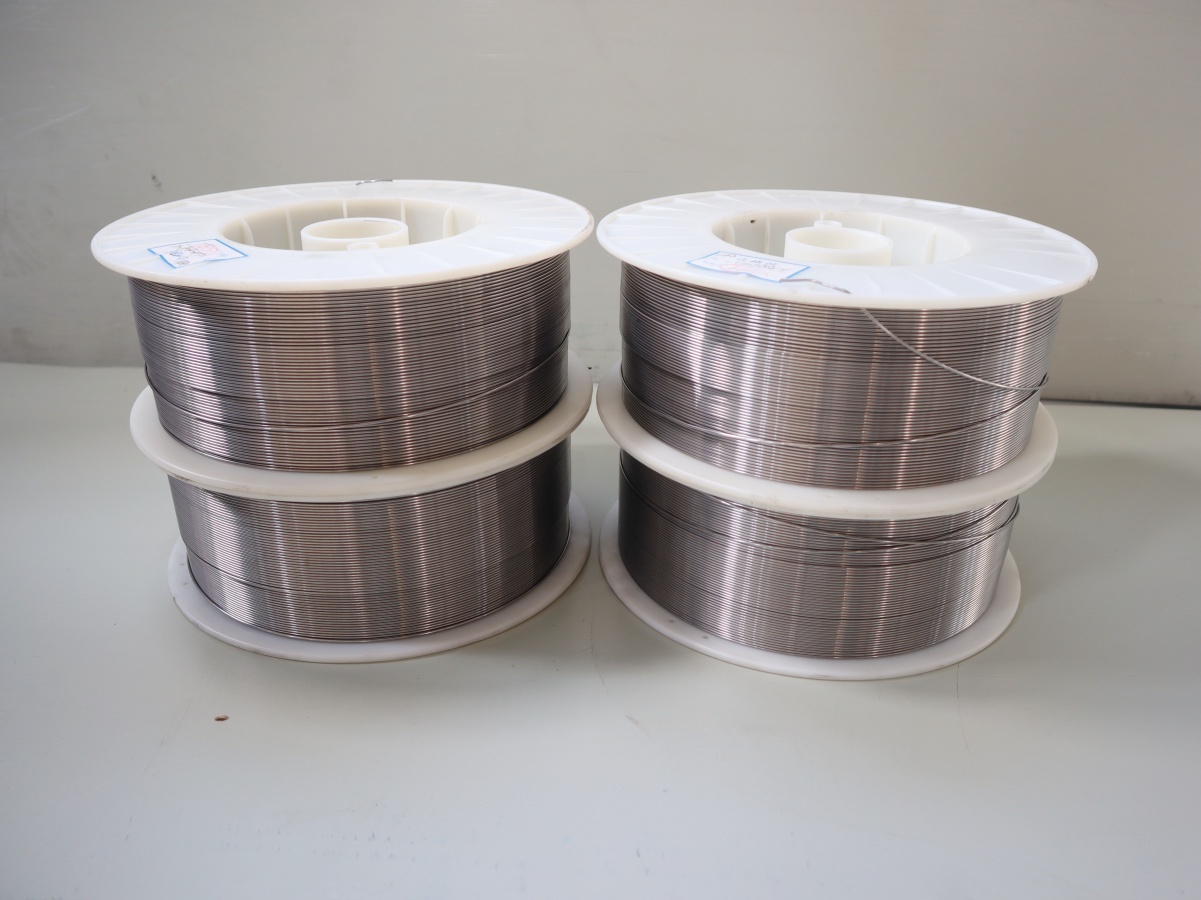
气保堆焊焊丝
焊丝无接头 无断弧焊丝飞溅小 烟尘小送丝流畅 电弧稳定 直径均匀熔敷效率90%以上自主研发 品种多样 支持定制满足多种工况各个部位的耐磨使用要求




因为您需要,刚好我们专业。欢迎来厂考察!
气保堆焊焊丝 简介
| 型号 | 规格(mm) | 硬度 | 主要成分 | 用途 |
| 114 | 1.6 | 50~55 | C、Cr、Mn | 高锰钢堆焊焊丝,适用于堆焊锤头、锤板等高冲击部件 |
| 172 | 1.2、1.6 | ≥ 40 | C、Cr、Mo | 用于堆焊斗齿轮、矿山机械等磨损部件 |
| 212 | 1.2、1.6 | ≥ 45 | C、Cr、Mo | 用于堆焊各种受磨损的机件表面,如齿轮、挖斗、矿山机械等 |
| 256 | 1.6 | HB≥170 | C、Mn | 用于高锰钢轨、推土机等受冲击而易磨损部分的堆焊 |
| 313 | 1.6 | 45~50 | C、Cr | 用于连铸辊的堆焊 |
| 322 | 1.6 | 55~63 | C、W、Mo | 用于修复冲模及韧具,及要求磨损性能较高的机械零件 |
| 405 | 1.6 | 53~60 | C、Cr、Mo、W、V | 用于堆焊热轧开坯辊 |
| 430 | 1.6 | 35~40 | C、Cr | 用于一般耐腐蚀部件表面的堆焊 |
| 502Mo | 1.6 | 35~45 | C、Cr、Mo | 用于阀门堆焊 |
| 518 | 1.6 | 40~50 | C、Cr、Mo、Ni | 用于连铸辊的堆焊 |
| 688 | 1.2、1.6 | 50~58 | C、Cr | 用于磨损严重部件的堆焊,可多层堆焊。堆焊层厚度可达50mm |
| 788 | 1.2、1.6 | 50~60 | C、Cr | 用于磨损严重部件的堆焊,堆焊层厚度控制在20mm以下 |
| 788A | 1.2、1.6 | 50~60 | C、Cr | 用于磨粒磨损严重部件的堆焊,限于单层焊 |
| 888 | 1.2、1.6 | 58~65 | C、Cr | 用于磨损严重部件的堆焊,堆焊层厚度控制在10mm以下 |
| 995 | 1.6 | 58~65 | C、Cr、Nb、W、V | 用于高温磨损件的堆焊 |
| 688焊条 | 4.0 | 50~62 | C、Cr | 用于磨损严重部件的堆焊,堆焊层厚度控制在20mm以下 |
气保堆焊焊丝 技术参数
|